全國咨詢熱線:
全國咨詢熱線:
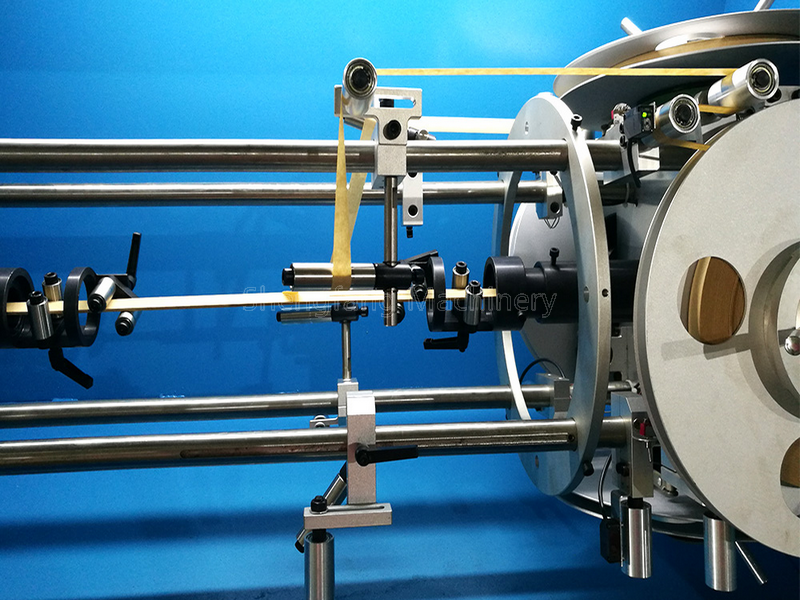
押出機(Extrusion Machine),又稱為擠出機,是一種利用加熱、加壓將材料(如塑料、橡膠、藥物等)通過模具口模處擠出成型的設備。常用于制造各種截面的塑料制品,如薄膜、管材、異型材等。
押出機在現代工業中的廣泛應用領域包括:
塑料行業:生產各種塑料產品,如管道、薄膜、板材等。
電線電纜行業:制造絕緣層和外皮。
醫療行業:生產醫療用的管材和各種醫療設備部件。
食品包裝行業:用于生產食品包裝膜等。
化工行業:制造化工容器和管道。
押出機通過三個主要階段實現材料的成型:
固體輸送:將固態原料通過料斗進入螺筒。
熔融和混合:通過螺桿旋轉產生的剪切熱使原料熔融并混合均勻。
擠出:熔融物料在螺桿的推進下通過模具的特定形狀孔洞擠出成型。
在押出機開始工作前,需要對設備進行預熱,確保螺桿和模具達到設定的溫度。這一步驟通常使用電加熱或流體加熱系統完成,以保證整個系統的熱分布均勻。
當押出機預熱完成后,原料從料斗進入螺筒內部。隨著螺桿的旋轉,原料被逐漸帶入螺筒深處并受到持續加熱。此時,原料顆粒開始相互黏合,形成連續的熔體。此過程中,螺桿的設計(如螺距、螺桿頭的形狀等)會影響到熔融效果。
在熔融的同時,螺桿的旋轉使得熔融物料得以充分混合,確保材料質地均勻一致。這個階段對于最終產品的質量至關重要。例如,若材料混合不均,可能導致成品強度不足或有其他物理缺陷。
經過充分混合的熔融物料繼續沿螺筒前行,直至到達螺桿前端的模具。在模具內,熔融物料被強制通過特定的孔洞,形成預定的形狀并冷卻固化。這個階段決定了最終產品的幾何特性和尺寸精度。
一旦物料擠出模具,需立即進行冷卻以定型。通常采用水冷或空冷方式。冷卻系統的設計必須能夠快速有效地降低物料溫度,避免因冷卻不充分導致的尺寸變形及其他質量問題。

螺桿是押出機的核心部件之一,負責推動原料并對其進行剪切和混合。不同形式的螺桿設計(如單螺桿、雙螺桿、多螺桿等)可以根據不同原材料和產品需求來選擇。螺桿的設計參數直接影響到物料的熔融效率和混合效果。
料斗是儲存和輸送原料的重要部件。它需要具備足夠的容量以適應長時間連續生產,并且設計上要避免“架橋”現象(即原料在料斗中形成堵塞,無法正常流動)。
模具用于形成物料的特定形狀,是決定最終產品質量和尺寸精度的關鍵因素。根據不同的應用需求,可以設計各種復雜形狀的模具,如圓形、方形、異形等。模具材料通常選用高硬度和耐磨性的工具鋼。
加熱系統通常采用電加熱器或流體加熱器,確保螺筒和模具的溫度穩定。冷卻系統一般通過水道或油冷系統對模具和螺桿進行冷卻,迅速帶走熔融物料的熱量,使其固化定型。
現代化押出機配備先進的自動控制系統,實時監控和調節溫度、壓力、速度等參數。常用控制系統包括PLC(可編程邏輯控制器)和變頻器,這些系統能提高設備運行的穩定性和可靠性,并能通過人機界面實現簡便的操作。
在啟動押出機之前,需要進行一系列準備工作以確保機器的正常運作:
設備檢查:確保所有螺栓緊固、電氣連接正常。
潤滑系統檢查:檢查潤滑油是否充足,油路是否通暢。
冷卻系統檢查:確保冷卻水通道無堵塞,水流正常。
料斗加料:添加適量的原料至料斗,避免過多或過少。
通電預熱:開啟電源,讓設備預熱一段時間,通常是10-15分鐘,具體時間取決于設備的大小和類型。
調整參數:根據生產需求調整溫度、壓力和螺桿轉速等參數。
初步試運行:在參數設置完畢后進行初步試運行,觀察各部分是否正常運作,特別要注意是否有異常噪音或過熱情況。
正式生產:確認一切正常后,開始正式的生產操作。
溫度與壓力監控:定期檢查溫控器和壓力傳感器的準確性,必要時進行調整。
潤滑油更換:根據使用說明定期更換潤滑油,確保潤滑系統的正常運行。
過濾器清洗:定期清洗油濾器和空氣過濾器,防止堵塞影響設備運行。
電氣系統檢修:定期檢查電線電纜和連接點,確保沒有磨損和松動。
螺桿卡死:通常是由于異物進入或者溫度過高導致塑料分解,應停止運作清理螺桿,并檢查溫控系統。
產量下降:可能是螺桿或模具磨損,導致間隙增大,應及時更換磨損部件。
制品質量問題:如表面粗糙、尺寸不準等,應檢查模具是否磨損或溫度、壓力不穩定,進行相應的調整和維修。
異常噪音:可能是機械部件松動或損壞,及時停機檢查并修復。
選擇合適的聚合物材料(如PE、PP、PVC等),并按比例添加助劑(如抗氧化劑、紫外光吸收劑、顏料等),保證材料的性能和顏色一致性。原材料通常以顆粒或粉末形式存在。
將準備好的原材料加入押出機的料斗,經過螺桿輸送、熔融、混合后,通過特定模具押出成型。在這個階段要精確控制溫度和壓力,確保物料塑化良好,并通過模具形成預期的形狀。
剛押出的塑料管道通過冷卻系統迅速冷卻,通常使用風冷或水冷方式。冷卻要足夠快以確保管道保持形狀不變,但也不能過快以免產生內應力。
冷卻后的管道進入切割工序,根據要求切成特定長度。之后進行質量檢驗,包括尺寸檢測、外觀檢查、物理性能測試(如抗壓強度、耐環境應力開裂性)等,確保產品質量符合標準。
壓力不穩定會導致制品尺寸不一致或表面不光滑。可能的原因包括螺桿磨損、加熱不均勻、過濾網堵塞等。解決方案是定期檢查和維護螺桿、清理過濾網,并保證加熱系統的均勻性和穩定性。
尺寸偏差可能是由于模具磨損或溫度、壓力控制不準確。應定期檢查和更換模具,校準溫度和壓力傳感器,并調整生產工藝參數。
表面出現瑕疵如粗糙、斑點等,可能是物料混煉不均或模具表面光潔度不夠。應加強原材料的干燥處理,確保均勻混煉;同時,定期拋光或更換模具以提高表面光潔度。
隨著科技的發展,新型聚合物材料不斷涌現。例如,高分子復合材料在增強塑料性能方面展現出巨大潛力,如更高的強度、更優的耐熱性和更好的環保性能。押出機未來將更多應用于這些新材料的加工。
智能化是未來押出機發展的重要方向。通過引入物聯網(IoT)、人工智能(AI)和大數據分析技術,實現生產過程的智能監控和優化。例如,實時監測設備狀態、預測維護需求、自動調整工藝參數等,大大提高生產效率和產品質量。
綠色制造已成為全球制造業的趨勢。未來的押出機將更
Copyright ? 2009 All Rights Reserved. 備案號:粵ICP備17125773號
服務熱線